Environmental Services
In this section you will see potential areas where Tom could come into a steel plant and work with the steel company as well as any refractory companies to implement strategies and/or designs that will lower the environmental impact of the firm (while also trying to increase product life and lower cost/tonne). As well, a plant in the design phase, could use Tom to design the entire refractory portfolio and/or help negotiate contracts with suppliers and/or put together the installation and/or operating practices to be used with a “green” perspective in mind.
“Tom is perhaps the finest steel plant refractory application expert I have met. His expertise is in understanding the characteristics that control the properties of the refractory and therefore the performance that can be expected. This expertise has come from years of hard work, discussion with experts from around the world, reviewing manuscripts and lining performance and especially first hand accounts from the steelmaker using the refractories on a daily basis; a career devoted to a better understanding of refractory performance.”
Dr. Jeff Smith, Associate Professor of Ceramic Engineering, Missouri University of Science & Technology

Steelmakers and their supporting suppliers (including refractories) are pushing to lower their Carbon footprint due to the steel industry making up 7% of global CO2 emissions.
I can work with refractory and /or steel companies (or other industries) to lower this impact through a number of potential paths including:
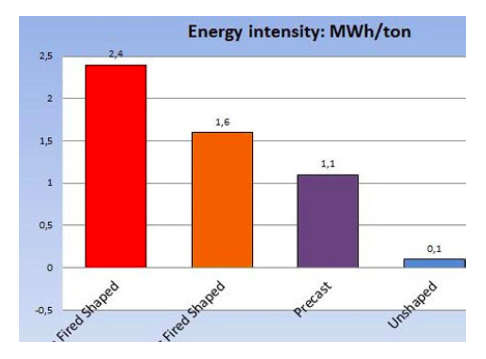
Fired brick (20 % of the product mix), unfired brick (40 %) and monolithics, etc. (30-40 %)
Work for the elimination of fired bricks (require firing a the refractory plant of 1500- 1800 °C) which make up approximately 20% of all refractories. Help to move to chemically bonded bricks (only requires 200-300 °C) and/or more monolithics and/or more refractory recycling. This shift alone will be the biggest impact refractory companies can do to show they go green, environmentally friendly in their own sphere of influence
At the customer's site, drying and pre-heating refractories provides potential for energy reduction as holding heat retention in can drive major savings in energy consumption. I could help to find a solution to process steel in a closed top ladle for example (current open top ladles lose around 50-60 % due to heat dissipation) or eliminate/minimize preheating and dry out.
In the steel industry, the shift from BF to EAF (most prevalent in North America) will continue and my experience with EAF design hands-on is valuable to any customer
For the BF traditional iron ore reduction utilizes a chemical reaction between iron oxide and carbon monoxide sourced from heating coke fuel in a blast furnace. Coke is a hard, porous, nearly pure carbon product made by heating coal in the absence of air (in coke ovens). Coke acts as both a fuel and reducing agent in the blast furnace, forming carbon monoxide when burned, and reacts with the iron oxide to produce molten pig iron and carbon dioxide. In 2017, every ton of steel produced resulted in an average of 1.83 tons of carbon dioxide emissions. That same year saw a global production of just over 1,864 million tons of steel. New production processes are exploring the use of hydrogen gas instead of coke. Hydrogen reacts with iron oxide in a similar fashion to carbon monoxide, but instead of producing carbon dioxide, the only byproduct is water vapor. When hydrogen used in this process is derived from renewable or decarbonized sources itself, the steel making process can become completely emission-free, creating ‘green steel.’ However, the development of full facility processes with associated refractories needs to be done as the byproduct of hydrogen Steelmaking is high temperatures and high temperature steam which is detrimental to the current carbon bricks utilized in these processes. I would be a key asset faclitator to the development of these products with universities, customers and refractory companies.